Jiangsu Baodie automatikos įrangos Co., Ltd.





Yra dviejų rūšių ekstruzijos procesai
Dviejų pakopų metodas: vidinio sluoksnio vamzdžio išspaudimas ir apvyniojimas → išvyniojimas, pynimas → išorinio sluoksnio padengimas ir apvyniojimas/pjovimas;
Vieno žingsnio metodas: vidinio vamzdžio išspaudimas → internetinis pynimas → internetinė danga, išspaudžiantis išorinį sluoksnį → apvija/pjovimas.



Mūsųpranašumas

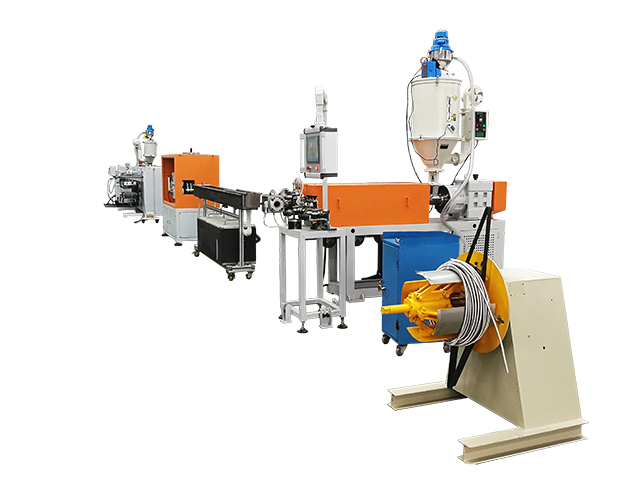
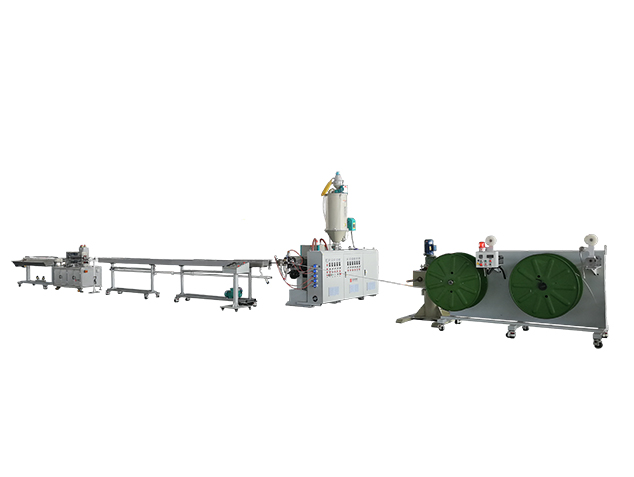
Gamybos linijos ypatybės
- Visa linija aprūpinta pilna SERVO pavara, kad būtų užtikrintas stabilus kiekvienos ekstruzijos technologinės grandies, tokios kaip iškrovimas, lydalo matavimas, trauka ir kt., veikimas;
- Priimti lieto vario šildytuvą, kuris gali atitikti ekstruzijos apdorojimo temperatūrą iki 500 ℃;
- Įrengta dozavimo siurblio sistema, siekiant užtikrinti išlydytos medžiagos ekstruzijos tikslumą, padidinkite štampo galvutės slėgį, kad būtų išvengta tuščiavidurio viduje;
- Specialus karšto oro aušinimo liejimo funkcijos bako dizainas, tinkantis PEEK aukštos temperatūros medžiagoms, PVA vandenyje tirpių medžiagų aušinimo liejimo procesui;
- Įrengtas internetinis išorinio skersmens aptikimas ir automatinio grįžtamojo ryšio valdymo funkcija, gaminio matmenų tolerancija yra kontroliuojama iki minimumo, siekiant pagerinti visos linijos automatizavimo lygį;
- Servo laidų traversas + PLC programos valdymas, siekiant tikslumo internete ir tvarkingo apvijos, tiek didelė, tiek maža ritė gali būti naudojama tvarkingam apvijos procesui.